In the packaging industry, even the smallest defect can lead to costly consequences. A missing label, incorrect barcode, damaged seal, or misprinted batch number can result in customer complaints, product recalls, compliance issues, and brand reputation damage.
As production lines become faster and customer expectations continue to rise, relying solely on manual inspection is no longer enough. Human inspectors can become fatigued, miss defects, and struggle to keep pace with high-speed packaging operations.
This is where a machine vision system becomes a game-changer.
Modern packaging manufacturers are increasingly investing in automated inspection technologies to ensure every product leaving the production line meets quality standards. A machine vision system can inspect thousands of packages per minute with exceptional accuracy, helping manufacturers move closer to the goal of zero-defect production.
In this article, we’ll explore how machine vision technology helps packaging companies improve quality, reduce waste, and enhance operational efficiency.
Table of Contents
- What Is a Machine Vision System?
- Why Zero-Defect Production Matters in Packaging
- How Machine Vision Systems Detect Packaging Defects
- Key Benefits of Machine Vision in Packaging Manufacturing
- Applications of Machine Vision Systems in Packaging Lines
- How to Choose the Right Vision System
- Conclusion
- FAQs
What Is a Machine Vision System?
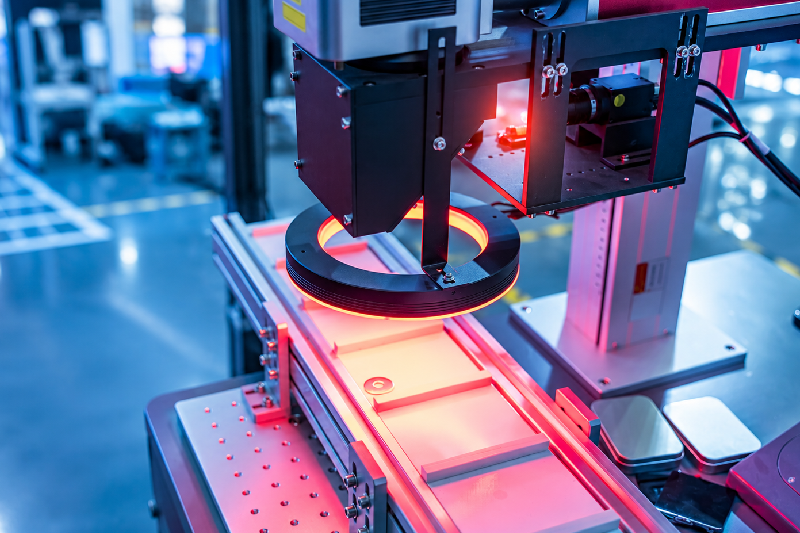
A machine vision system is an automated inspection solution that uses cameras, lighting, sensors, and intelligent software to capture and analyze images during production.
Unlike manual inspection, a machine vision system continuously monitors products moving through the packaging line and instantly identifies defects or deviations from predefined quality standards.
A typical vision system machine consists of:
- Industrial cameras
- Smart lighting systems
- Image processing software
- Artificial intelligence algorithms
- Inspection and reporting tools
Together, these components create a highly reliable quality control process that operates 24/7 without fatigue or inconsistency.
Why Does Zero-Defect Production Matter in Packaging?
Packaging is often the first thing customers notice about a product. Even if the product inside is perfect, packaging defects can negatively impact customer trust.
Common packaging defects include:
- Missing or incorrect labels
- Damaged packaging
- Barcode printing errors
- Seal integrity failures
- Incorrect date coding
- Misaligned graphics
- Foreign object contamination
These issues can lead to:
- Product recalls
- Regulatory penalties
- Increased waste
- Customer dissatisfaction
- Higher operational costs
For manufacturers operating in food, pharmaceutical, cosmetics, consumer goods, and industrial sectors, maintaining packaging quality is critical. Achieving zero-defect production helps ensure compliance, customer satisfaction, and long-term profitability.
How Machine Vision Systems Detect Packaging Defects
Real-Time Inspection at High Speeds
One of the biggest advantages of a machine vision system is its ability to inspect products in real time.
As products move through the packaging line, high-speed cameras capture detailed images. The software then compares each image against predefined quality parameters within milliseconds.
Any defective product is automatically identified and can be removed from the production line before reaching customers.
This process eliminates delays while maintaining consistent quality standards.
Accurate Detection Beyond Human Capability
Human inspectors can miss subtle defects, especially during long shifts or high-volume production runs.
A vision system can detect:
- Tiny print defects
- Label positioning errors
- Color inconsistencies
- Missing components
- Damaged packaging surfaces
- Barcode readability issues
Because inspection criteria remain consistent, every product is evaluated using the same standards.
Automated Decision-Making
Advanced Machine vision solutions can automatically classify products as pass or fail.
This automation enables:
- Faster quality control
- Reduced human intervention
- Lower labor costs
- Improved production efficiency
Manufacturers can also generate inspection reports for traceability and compliance purposes.
What Are the Key Benefits of Machine Vision in Packaging Manufacturing?
Improved Product Quality
Consistent inspection ensures defective products are identified before shipment.
By reducing the chances of defective packaging reaching customers, manufacturers can strengthen brand reputation and customer trust.
Reduced Waste and Rework
Defects detected early in the production process are significantly less expensive to fix.
A machine vision system helps manufacturers:
- Minimize material waste
- Reduce rework costs
- Lower scrap rates
- Improve resource utilization
Higher Production Efficiency
Unlike manual inspectors, machine vision systems operate continuously without breaks.
This allows manufacturers to:
- Increase line speeds
- Reduce bottlenecks
- Improve throughput
- Maximize equipment utilization
Better Regulatory Compliance
Industries such as pharmaceuticals and food packaging face strict regulatory requirements.
Machine vision inspection provides documented proof that products meet quality standards, simplifying audits and compliance reporting.
Data-Driven Quality Improvement
Modern vision system machine solutions generate valuable production data.
Quality teams can analyze trends, identify recurring issues, and implement corrective actions before problems escalate.
This continuous improvement approach helps manufacturers maintain long-term operational excellence.
How Are Machine Vision Systems Used in Packaging Lines?
Packaging manufacturers use machine vision technology across various stages of production.
Label Inspection
The system verifies:
- Correct label placement
- Label presence
- Print quality
- Product identification accuracy
Barcode Verification
A vision system checks barcode readability and accuracy to prevent supply chain disruptions.
Seal Inspection
Machine vision detects damaged or incomplete seals that could compromise product safety.
Date Code and Batch Number Verification
The system confirms that expiration dates, batch codes, and lot numbers are correctly printed and legible.
Package Integrity Inspection
High-resolution cameras identify:
- Dents
- Tears
- Missing components
- Surface defects
These inspections ensure only high-quality products reach the market.
How Do You Choose the Right Vision System for Packaging Applications?
When selecting a machine vision solution, packaging manufacturers should consider:
Inspection Requirements
Define the types of defects you need to detect and the required inspection accuracy.
Production Speed
Choose a system capable of keeping up with your line speed without compromising performance.
Integration Capabilities
The solution should integrate seamlessly with existing production equipment and automation systems.
Scalability
As production demands grow, the system should support future expansion and additional inspection requirements.
Vendor Expertise
Partner with a trusted provider experienced in packaging inspection applications and quality control automation.
Conclusion
Achieving zero-defect production is no longer an unrealistic goal for packaging manufacturers. With increasing quality expectations, regulatory requirements, and production pressures, automated inspection has become essential rather than optional.
A modern machine vision system enables manufacturers to identify defects in real time, reduce waste, improve efficiency, and maintain consistent product quality across every production run.
By replacing subjective manual inspections with accurate, data-driven quality control, packaging companies can significantly reduce risks while strengthening customer confidence and operational performance.
Manufacturers that embrace Machine vision technology today are positioning themselves for greater productivity, profitability, and long-term competitiveness in an increasingly demanding market.
FAQs
What is a machine vision system in packaging manufacturing?
A machine vision system is an automated inspection solution that uses cameras, lighting, and software to detect packaging defects and ensure product quality during production.
How does Machine vision improve packaging quality?
Machine vision automatically identifies defects such as missing labels, barcode errors, damaged seals, and print issues, helping manufacturers maintain consistent quality standards.
Can a vision system machine replace manual inspection?
While manual inspection may still be used for specific applications, a vision system machine significantly improves speed, consistency, and accuracy compared to human inspection.
Which industries use machine vision systems for packaging inspection?
Food and beverage, pharmaceuticals, cosmetics, consumer goods, electronics, and industrial manufacturing sectors commonly use machine vision systems.
What is the ROI of implementing a machine vision system?
Manufacturers typically achieve ROI through reduced defects, lower rework costs, improved productivity, decreased waste, and enhanced customer satisfaction.